- 软件大小:51.8MB
- 软件语言:简体中文
- 软件类型:国产软件
- 软件类别:编程工具
- 更新时间:2018-10-22
- 软件授权:免费版
- 官方网站://www.9553.com
- 运行环境:XP/Win7/Win8/Win10
- 标签:编程软件 开发编程
69MB/简体中文/7.5
RJ TextEd(Unicode 全功能文本和源编辑器)最新下载
56.4MB/简体中文/7.5
371MB/简体中文/7.5
13.7MB/简体中文/7.5
17.4MB/简体中文/7.5
FANUC LADDER III 8.0破解版是一款功能强大的编程软件,这款软件主要是用来编写FANUC PMC程序,而且它可以通过内嵌以太网与电脑相连,线上上传、下载PMC相关文件。另外为了更加方便的进行PMC调试,还可以在PC端新建PMC或者编辑现有PMC,灵活地进行梯形图的修改和完善!因此小编带来了的这款是破解版,教程如下,有需要的欢迎下载!
1.本站下载压缩包,解压后获得安装包,注册码和汉化包文件
2.首先运行【FANUC LADDER-III V8.0升级包】目录下的“FL3AutoRun.exe”开始原版安装。点启动安装
如果你之前电脑中已经安装其他办版本。在安装过程中会弹出:
Do you want to completely remove the selected application and all of its features?
意思就是问你是否要删除之前已经安装的版本?
点击确认就可以。

3.先选择英文“English(United States)”,点next
4.继续点next
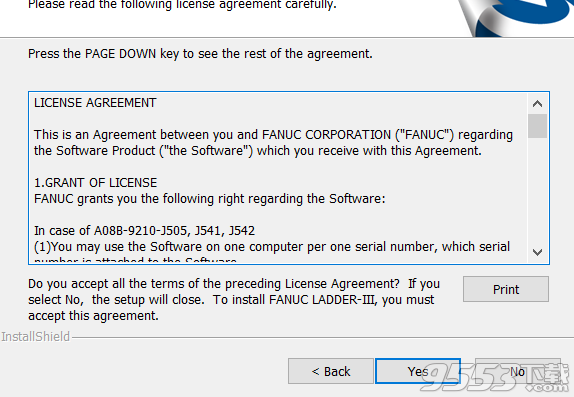
5.点yes
6.输入名字“9553”,输入序列号“J7BB9B-5472992-2F7B766E” 或 P9F3CH-5063572-145562C6
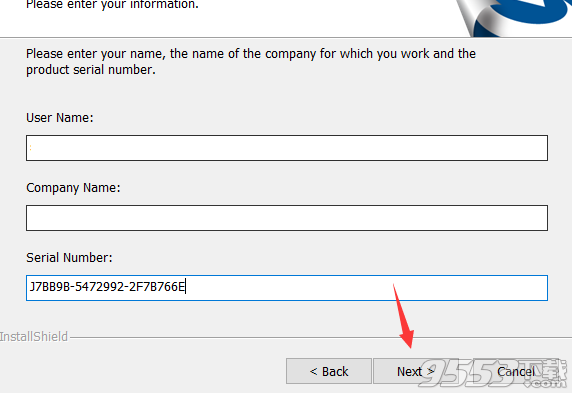
7.点击“Next”
8.再点“YES”
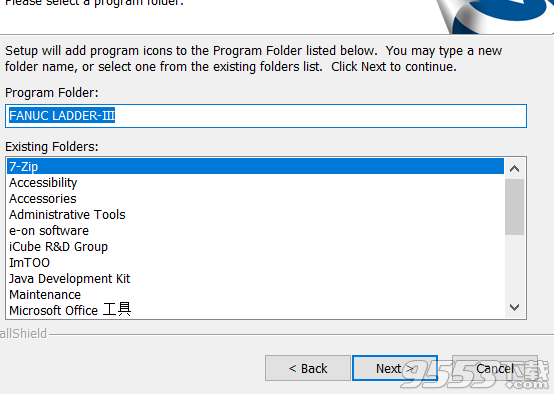
9.选择安装目录
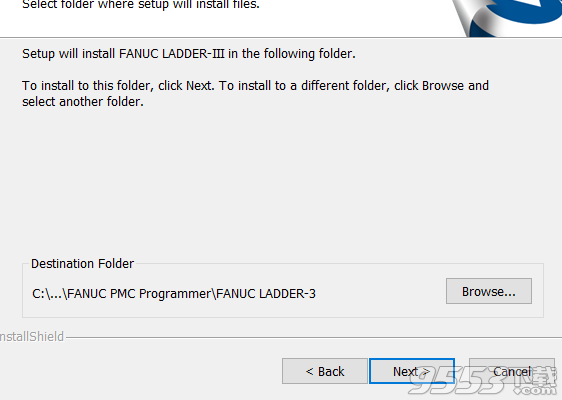
10.默认,继续next
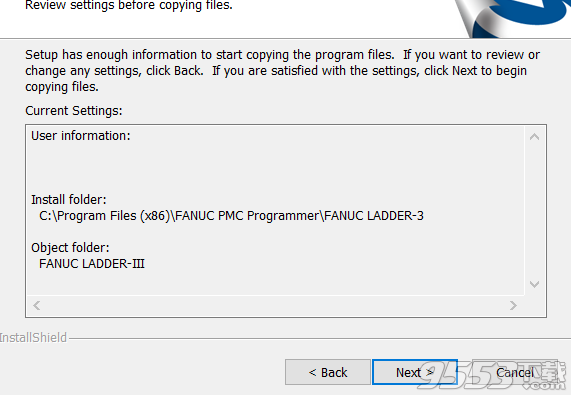
11.确认安装信息,点next
12.安装完成,点finish

13.安装完成后,打开已解压缩中【8.0汉化】文件夹,再将【ENG】【msg】2个文件夹一起复制到软件安装目录,并进行替换!即可完成汉化。
默认:C:Program Files (x86)FANUC PMC ProgrammerFANUC LADDER-3

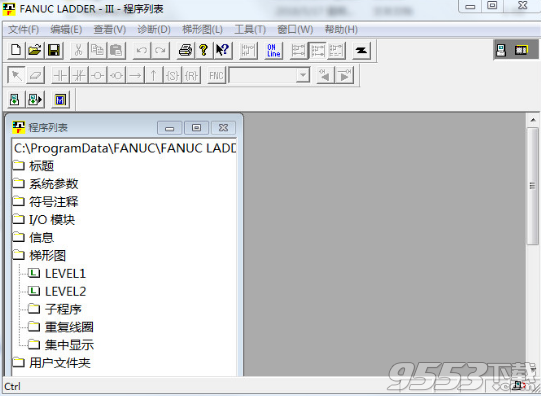
14.支持汉化破解完成,运行软件就是中文破解版了

顺序程序的输入,输出,显示,编辑
序列程序的监视和调试
设置和显示PMC参数
顺序程序的运行和停止
下载和上传顺控程序
将顺序程序写入Flash ROM
打印顺序程序
- 离线功能
1)创建梯形图程序
2)梯形图程序差异显示功能
3)PMC地址映射功能
4)交叉引用显示功能
5)印刷
6)命令行执行功能
7)步骤序列编辑
8)功能块功能
9)多语言PMC消息创建工具
10)检查复制线圈
11)PMC类型更改和保存
12)扩展符号/注释功能
- 在线功能
1)监控梯子
2)监测信号状态
3)监控PMC状态
4)梯形图的在线编辑
5)信号跟踪,信号分析
6)信号跟踪功能
7)助记符监视功能
8)保存和恢复PMC参数
印刷标题
[程序]
1.选择[文件] - [打印]。 出现[打印]屏幕。
2.从打印数据中选择标题数据。
3.单击<选项>按钮。 出现[选项]屏幕。
4.在“标题”选项卡上设置[打印选项]。
5.要预览标题打印,请单击<预览>按钮。
6.要设置打印选项,请单击<确定>按钮。
要取消打印选项的设置,请单击<取消>按钮。 再次出现[打印]屏幕。
7.要打印,请单击<确定>按钮。
要退出而不打印,请单击<取消>按钮。
打印梯形图
[程序]
1.选择[文件] - [打印]。 出现[打印]屏幕。
2.从打印数据中选择梯形图。
3.单击<选项>按钮。 出现[选项]屏幕。
4.在梯形图选项卡上设置[打印选项]。
5.要预览标题打印,请单击<预览>按钮。
6.要设置打印选项,请单击<确定>按钮。
要取消打印选项的设置,请单击<取消>按钮。 再次出现[打印]屏幕。
7.要打印,请单击<确定>按钮。
要退出而不打印,请单击<取消>按钮。
打印步骤序列
[程序]
1.选择[文件] - [打印]。 出现[打印]屏幕。
2.从打印数据中选择步骤顺序图。
如果PMC模型不支持步骤序列,或者没有步骤序列,则不显示此项目。
3.单击<选项>按钮。 出现[选项]屏幕。
4.在“步骤序列图”选项卡上设置[打印选项]。
5.要预览标题打印,请单击<预览>按钮。
6.要设置打印选项,请单击<确定>按钮。
要取消打印选项的设置,请单击<取消>按钮。 再次出现[打印]屏幕。
7.要打印,请单击<确定>按钮。
要退出而不打印,请单击<取消>按钮。
打印符号和注释
[程序]
1.选择[文件] - [打印]。 出现[打印]屏幕。
2.从打印数据中选择符号和注释。
3.单击<选项>按钮。 出现[选项]屏幕。
4.在符号和注释选项卡上设置[打印选项]。
5.要预览标题打印,请单击<预览>按钮。
6.要设置打印选项,请单击<确定>按钮。
要取消打印选项的设置,请单击<取消>按钮。 再次出现[打印]屏幕。
7.要打印,请单击<确定>按钮。
要退出而不打印,请单击<取消>按钮。
打印消息
[程序]
1.选择[文件] - [打印]。 出现[打印]屏幕。
2.从打印数据中选择消息数据。
3.单击<选项>按钮。 出现[选项]屏幕。
4.在“消息”选项卡上设置[打印选项]。
5.要预览标题打印,请单击<预览>按钮。
6.要设置打印选项,请单击<确定>按钮。
要取消打印选项的设置,请单击<取消>按钮。 再次出现[打印]屏幕。
7.要打印,请单击<确定>按钮。
要退出而不打印,请单击<取消>按钮。
打印系统参数
[程序]
1.选择[文件] - [打印]。 出现[打印]屏幕。
2.从打印数据中选择系统参数。
3.单击<选项>按钮。 出现[选项]屏幕。
4.在“步骤序列图”选项卡上设置[打印选项]。
5.要预览标题打印,请单击<预览>按钮。
6.要设置打印选项,请单击<确定>按钮。
要取消打印选项的设置,请单击<取消>按钮。 再次出现[打印]屏幕。
7.要打印,请单击<确定>按钮。
要退出而不打印,请单击<取消>按钮。
打印交叉参考
[程序]
1.选择[文件] - [打印]。 出现[打印]屏幕。
2.从打印数据中选择交叉参考。
3.单击<选项>按钮。 出现[选项]屏幕。
4.在“交叉参考”选项卡上设置[打印选项]。
5.要预览标题打印,请单击<预览>按钮。
6.要设置打印选项,请单击<确定>按钮。
要取消打印选项的设置,请单击<取消>按钮。 再次出现[打印]屏幕。
7.要打印,请单击<确定>按钮。
要退出而不打印,请单击<取消>按钮。
打印功能块
[程序]
1.选择[文件] - [打印]。 出现[打印]屏幕。
2.从打印数据中选择功能块图。
3.单击<选项>按钮。 出现[选项]屏幕。
4.在功能块图选项卡上设置[打印选项]。
5.要预览功能块打印,请单击<预览>按钮。
6.要设置打印选项,请单击<确定>按钮。
要取消打印选项的设置,请单击<取消>按钮。 再次出现[打印]屏幕。
7.要打印,请单击<确定>按钮。
要退出而不打印,请单击<取消>按钮。
打印位地址映射
[程序]
1.选择[文件] - [打印]。 出现[打印]屏幕。
2.从打印数据中选择位地址映射。
3.单击<选项>按钮。 出现[选项]屏幕。
4.在位地址选项卡上设置[打印选项]。
5.要预览标题打印,请单击<预览>按钮。
6.要设置打印选项,请单击<确定>按钮。
要取消打印选项的设置,请单击<取消>按钮。 再次出现[打印]屏幕。
7.要打印,请单击<确定>按钮。
要退出而不打印,请单击<取消>按钮。
[保存选项文件]命令
使用此命令将您设置的打印选项保存到文件中
[程序]
1选择[文件] - [打印]。 出现[打印]屏幕。
2要将选项保存到文件,请单击<保存选项文件>按钮。
2-1出现[另存为]屏幕。
2-2指定文件名。
2-3单击<保存>按钮。
自动编译和反编译
当模式在离线和在线之间切换时执行自动编译或反编译处理,以便顺控程序(LAD文件)中的源程序与目标代码(存储卡格式数据)一致
自动编译的执行条件
选择[梯形图] - [在线/离线]。当模式从离线切换到在线时,将在以下条件之一下自动编译源程序。
- 更改源程序(如标题或梯形图)时
- 导入源程序时
- 在创建顺控程序后未编译源程序时
- 当存储卡格式化数据的时间戳早于源程序中任何数据的时间戳时(转换数据时)
自动反编译的执行条件
选择[梯形图] - [在线/离线]。当模式从在线切换到离线时,在以下条件之一下自动反编译目标代码。
- 从PMC加载存储卡格式的数据时
- 导入存储卡格式的文件时
- 导入Handy File格式的文件时
- 导入ROM格式的文件时
- 执行在线编辑时
- 当源程序中的任何数据的时间戳早于存储卡格式的数据时(转换数据时)
注意
设置自动编译或反编译的选项
(1)编译选项
- 选择[工具] - [选项]。
- 单击[编译]选项卡进行设置。
(2)反编译选项
- 选择[工具] - [选项]。
- 单击[反编译]选项卡进行设置。
一般警告和注意事项
以下警告和注意事项描述了处理CNC时的注意事项,在使用带CNC的机床时必须遵守这些注意事项以确保安全。
警告
1操作机器之前,请彻底检查输入的数据。在正确指定的数据中操作机器可能导致机器意外出现,可能导致工件和/或机器本身损坏或用户受伤。
2 CNC和PMC的参数在出厂时设置。通常,不需要更改它们。但是,除了更改参数之外没有其他选择,请确保完全正确地设置参数失败可能导致机器意外地,可能造成对工件和/或机器本身的损坏,或对用户的伤害。
注意
命令程序,参数和变量存储在CNC的非易失性存储器中。通常,存储器的内容不会因为开/关操作而丢失。然而,存储器的内容可能被错误地擦除,或者非易失性存储器中的重要数据可能必须在从故障恢复时被擦除。为了使得能够在这种情况出现时尽快恢复数据,总是事先备份数据。
已支持复制和粘贴部分选定梯形图的功能。
符号注释编辑屏幕的可操作性已得到改进。
- 将符号传递到交叉参考屏幕
- 搜索字符串的历史等
添加了在信号跟踪屏幕中读取和显示保存的跟踪结果的功能。
关于测量I / O单元的I / O Link i的PMC报警消息(ER72)已得到支持。
在梯形图程序的打印差异中,仅打印功能指令和FB实例输入中的常数参数的八位数。 这个问题已经解决。
UltraEdit v21.20.1009 特别版单文件
16.69MB/简体中文/7.5详情
易语言 V5.1 精简版 简体中文官方安装版
96.1MB/简体中文/7.5详情
Adobe AIR SDK for Windows V3.8.0.910 官方安装版
173.68MB/英文/5详情
快手(AAuto编程语言) v10.117 绿色版
5.51MB/简体中文/8.8详情
tomcat 9.0 官方最新版
9.22MB/简体中文/2.1详情
Sublime Text 3 v3.3083绿色汉化版
14.1MB/简体中文/5详情
visual studio 2015 官方正式版
3.89GB/简体中文/6.5详情
WinHex(16进制编辑器) V18.2SR1 多国语言绿色版
1.91MB/多国语言[中文]/5详情
快表软件 v3.2.1 官方安装版
78.39MB/简体中文/8.9详情
RPG Maker VX(RPG制作大师) V1.03【RPG游戏制作】汉化特别安装版
21.6MB/简体中文/5.1详情
File Modifier
551KB/简体中文/5.3详情
FastScanner(程序查壳工具) V3.0 Final 汉化绿色特别版
1.66MB/简体中文/7.5详情